In the world of calibration and quality assurance, out of tolerance (OOT) conditions are more than just technical setbacks; they represent a significant cost and risk to businesses, especially in highly regulated industries. We have best practices to help you keep calibration certificates current and OOTs at bay.
Understanding Out of Tolerances
The term ‘out of tolerance’ is used to describe any event where a calibration result falls outside the specified tolerance range, which could be a manufacturer’s specification, a national or international standard, or an organization’s own internal specification. With each OOT event potentially costing companies thousands of dollars to address, the stakes are high—not only in financial terms but also in potential impacts on business operations.
In highly regulated sectors such as biomedicine, aerospace, and defense, where precision is paramount, the rigor of maintaining calibration certificates that are current is non-negotiable. These industries often see the most stringent requirements for compliance and accuracy, leading companies to strive for best practices that minimize the risk and incidence of OOTs.
Drawing from over half a century of experience in calibration services and the insights from servicing thousands of customers, including both niche regional companies and large global manufacturers, we see a wide range of equipment types and varying susceptibility to failure.
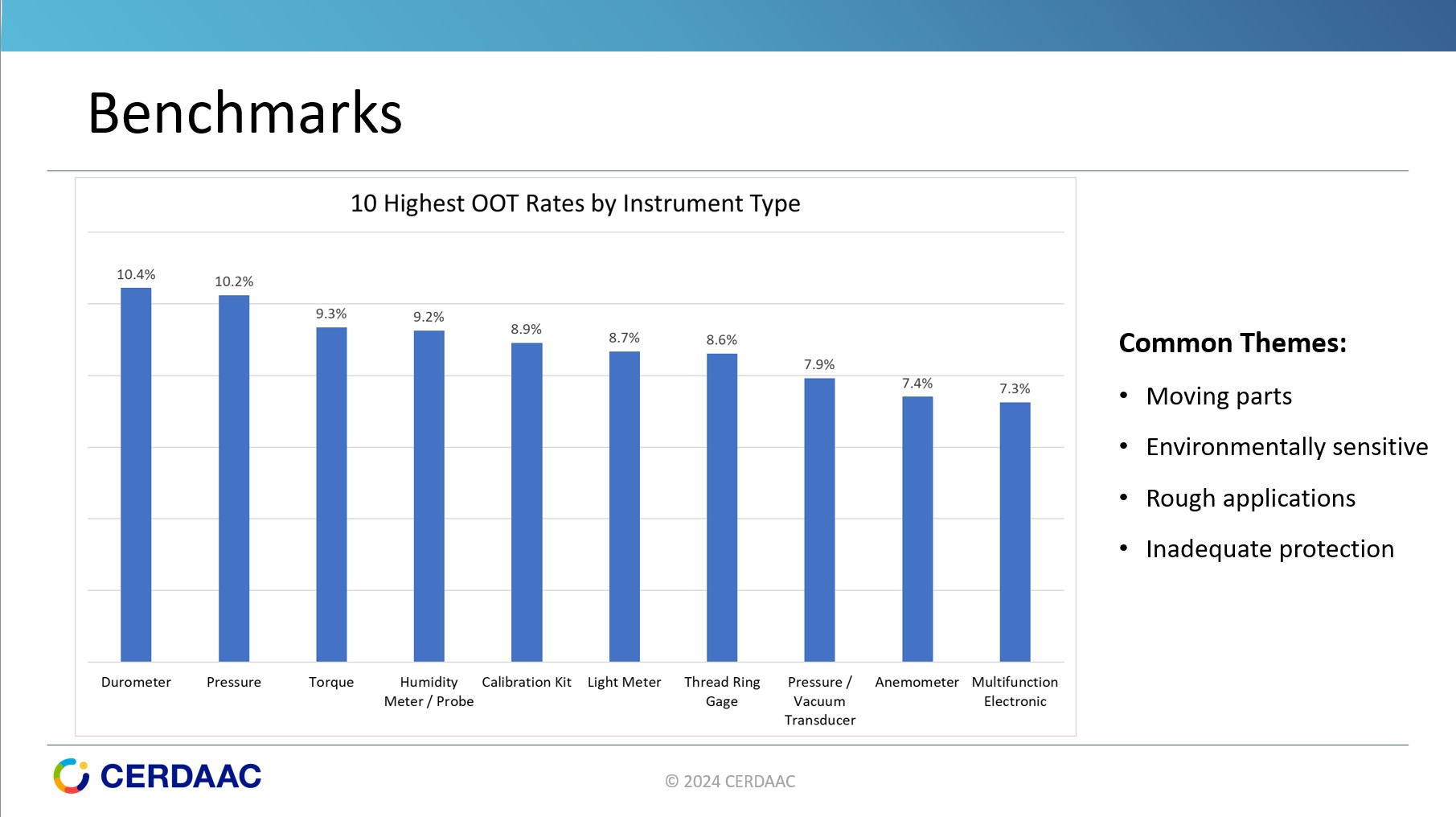
For example, as we can see in the chart above, instruments with moving parts may be subject to wear or contamination and tend to have a higher failure rate. Similarly, some may be environmentally sensitive and impacted by temperature and humidity or even the cleanliness of the environment. Other instrument types are used in applications that may be a little rougher, like pressure transducers, or they may be exposed to very rapid changes in pressure with a mechanical force that can adversely affect their performance. Sometimes the design of the instrument type can’t really protect the input from being overloaded or over-exerted without impeding the performance, leaving it vulnerable to failure or becoming out-of-tolerance.
So, taking a more nuanced approach to manage and mitigate risk is advisable, and these ten best practices will help.
Ten Best Practices for Minimizing OOT Conditions
- Reporting and Analysis. To manage OOTs effectively, it is imperative to measure and understand where the problems lie. If you don’t measure, you can’t understand and you can’t take action. By categorizing and analyzing data from various angles – beyond manufacturer models or instrument types – organizations can grasp the full scope of issues. Utilizing Pareto analysis can help prioritize actions based on their potential impact.

- Proper Handling, Storage, and Shipping. Handling, storage, and shipping are often underestimated in their potential to cause OOTs. Simple, cost-effective measures can serve as quick wins. For instance, organizing storage systems to prevent the mix-up of components, like pin gauges, can save time and prevent errors. Maybe pulling out just the pins you need instead of the entire set, using the ones that define your upper and lower limit setting it as a go-no-go limit gauge would be a better solution and prevent the unintended mix-up of gauges.

- Preventive Maintenance. Preventive maintenance (PM) is designed to keep equipment operating within specifications. PM frequency and comprehensiveness should be tailored to the equipment’s environment and application. Considering ancillary equipment and environmental factors is also essential for robust preventive actions. Scheduling PMs in conjunction with calibrations can minimize disruptions and maintain productivity.
- Intermediate Checks. Think of intermediate checks as an early warning system. These checks are performed between calibration cycles to test critical parameters known to fail or essential to operations. Control charts with slightly smaller limits than tolerances can alert you to potential OOTs before they occur, allowing for timely calibration and adjustments.For example, a 12-month calibration interval might have an intermediate check at six months. If you find a potential problem, instead of waiting another six months to perform the calibration you would send it out right away. You may also have multiple intermediate checks depending on the criticality. And there could also be other triggers, like if you move something that’s high precision and sensitive to movement, checking it more frequently after it has been moved makes sense.
- Post Calibration Adjustment. Calibration and adjustment are distinct things. When a certificate of calibration is issued it means that the readings have been verified to be within a specified limit. Strategic adjustments are made to balance errors and minimize drift over time. As seen in the visualization below, “a strategic adjustment balances the error so that it is split equally at either end of the calibration cycle, and as it drifts through that, it achieves nominal at the midpoint cycle, and that minimizes the error. However, routine adjustments without understanding the underlying cause can increase variability and are generally discouraged.

- Decision Rules. Decision rules are incredibly complex. They describe how the laboratory considers measurement uncertainty when declaring conformity with a specification. As the ISO 17025 revision in 2017 requires, decision rules support a risk-based approach, empowering the user to define the level of risk that is acceptable and make the appropriate declarations. These rules vary, from not considering measurement uncertainty (simple decision) to more conservative approaches like the full uncertainty method (U-95), which greatly reduces the probability of false acceptance but increases the chance of false rejects. Understanding and applying the correct decision rule is vital to balance the risk of OOT.
- Interval Adjustment. Adjusting calibration intervals is a proactive measure to reduce OOTs. Moving away from the manufacturer’s recommended intervals might be necessary as equipment ages, drifts, or is subjected to harsh environments. Shortening the interval can prevent drift and reduce the risk of OOTs. Although more frequent calibrations may increase costs, they can be cost-effective compared to the expenses associated with handling OOTs.
- Limited Calibration. A limited calibration approach can be used when certain functions of a tool are not required for its application. For example, if a multimeter’s resistance mode fails but it’s only used for DC voltage and current, limiting the calibration to the necessary functions can save resources. This practice requires careful risk assessment to ensure the tool is not used beyond its verified capabilities.
- Modified Tolerances. Users may adjust the tolerance limits of their tools based on actual needs, which may be less stringent than the manufacturer’s specifications. This is particularly useful if the equipment provides more accuracy than necessary. When adjusting tolerances in response to an OOT, it’s prudent to allow for a margin beyond the current error to prevent future OOTs. This practice also necessitates a thorough risk assessment and control measures.

- Proactive Replacement. When the cost of maintenance, calibration, and repair begins to surpass the cost of replacement, it may be more economical to replace the tool proactively. This is often the case with low-cost instruments where even a shortened calibration interval may not justify the ongoing expenses. Analyzing the cost of ownership versus replacement cost can inform when it’s time to replace an instrument to reduce the OOT rate.
These best practices require a balance of technical understanding, risk management, and cost analysis. By implementing these strategies, organizations can better manage their equipment’s accuracy and reliability, ensuring high-quality operations and reducing the potential for costly errors.
Getting Ahead of The Root Cause Impacting Your OOT Rate
Your OOT rate is not out of your control. There are many things you can do to help drive that number down, starting with understanding and analyzing the root cause and selectively choosing which actions in these best practices can help solve the problem.
Not all actions apply to everyone, of course. But many companies face limitations in their software or quality management system that may offer limited functionalities, for example. The ability to aggregate the data, and then analyze it in different ways to get actionable insights are crucial when attempting to manage and drive down your out of tolerances.
For more insights on best practices for calibration reach out for a demo of our purpose-built CERDAAC calibration cloud.